FG-کاتالوگ فایبر گلاس محصول فایبرگلاس قوی و سبک وزن



کاربرد محصول: نوار الیاف شیشه عمدتاً در صنعت استفاده می شود: عایق حرارتی، نسوز، کند کننده التهاب، آب بندی و غیره. به ویژه برای آب بندی و حفاظت از انواع شومینه های خانگی استفاده می شود.
بررسی اجمالی فنی:
دمای کاری:
550 ℃
محدوده اندازه:
عرض: 15-300 میلی متر
ضخامت: 1.5-5 میلی متر
طول استاندارد: 30M
اطلاعات بیشتر در مورد فایبرگلاس
نخ فایبر گلاس
فرآیند تبدیل شیشه ذوب شده به الیاف از طریق گرم کردن و کشیدن شیشه به الیاف ریز برای هزاران سال شناخته شده است. با این حال، تنها پس از توسعه صنعتی در طول دهه 1930، امکان تولید انبوه این محصولات مناسب برای کاربردهای نساجی فراهم شد.
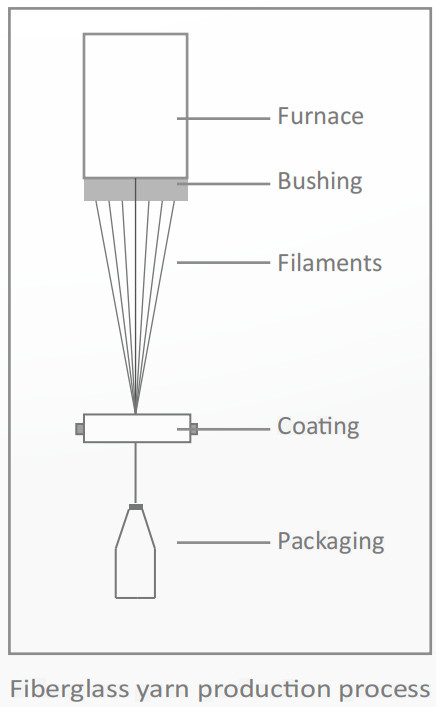
الیاف از طریق یک فرآیند پنج مرحله ای به نام بچینگ، ذوب، فیبریزاسیون، پوشش و خشک کردن/بسته بندی به دست می آیند.
• دسته بندی
در طی این مرحله، مواد اولیه به دقت در مقادیر دقیق وزن شده و کاملاً مخلوط یا بچ می شوند. به عنوان مثال، E-Glass از SiO2 (سیلیکا)، Al2O3 (اکسید آلومینیوم)، CaO (اکسید کلسیم یا آهک)، MgO (اکسید منیزیم)، B2O3 (اکسید بور) و غیره تشکیل شده است.
• ذوب شدن
بعد از اینکه مواد به صورت دستهبندی شدند، به کورههای مخصوص با دمای حدود 1400 درجه سانتیگراد فرستاده میشوند. به طور معمول کوره ها به سه بخش با محدوده دمایی متفاوت تقسیم می شوند.
• فیبریزاتون
شیشه مذاب از بوش ساخته شده از آلیاژ پلاتوم مقاوم در برابر فرسایش با تعداد معینی از روزنه های بسیار ریز عبور می کند. جت های آب، رشته ها را هنگامی که از بوش بیرون می آیند خنک می کنند و به طور متوالی توسط بادگیرهای با سرعت بالا جمع می شوند. از آنجایی که کشش در اینجا اعمال می شود، جریان شیشه مذاب به رشته های نازک کشیده می شود.
•پوشش
یک پوشش شیمیایی بر روی رشته ها اعمال می شود تا به عنوان روان کننده عمل کند. این مرحله برای محافظت از رشتهها در برابر سایش و شکستن هنگام جمعآوری و زخمی شدن به بستههای شکلدهی ضروری است.
•خشک کردن/بسته بندی
رشته های کشیده شده با هم در یک بسته جمع آوری می شوند و یک رشته شیشه ای متشکل از تعداد زیادی رشته را تشکیل می دهند. این رشته بر روی یک درام پیچیده می شود و به یک بسته شکل می دهد که شبیه یک قرقره نخ است.
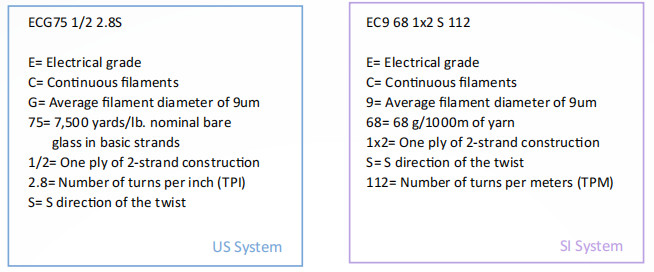
نامگذاری نخ
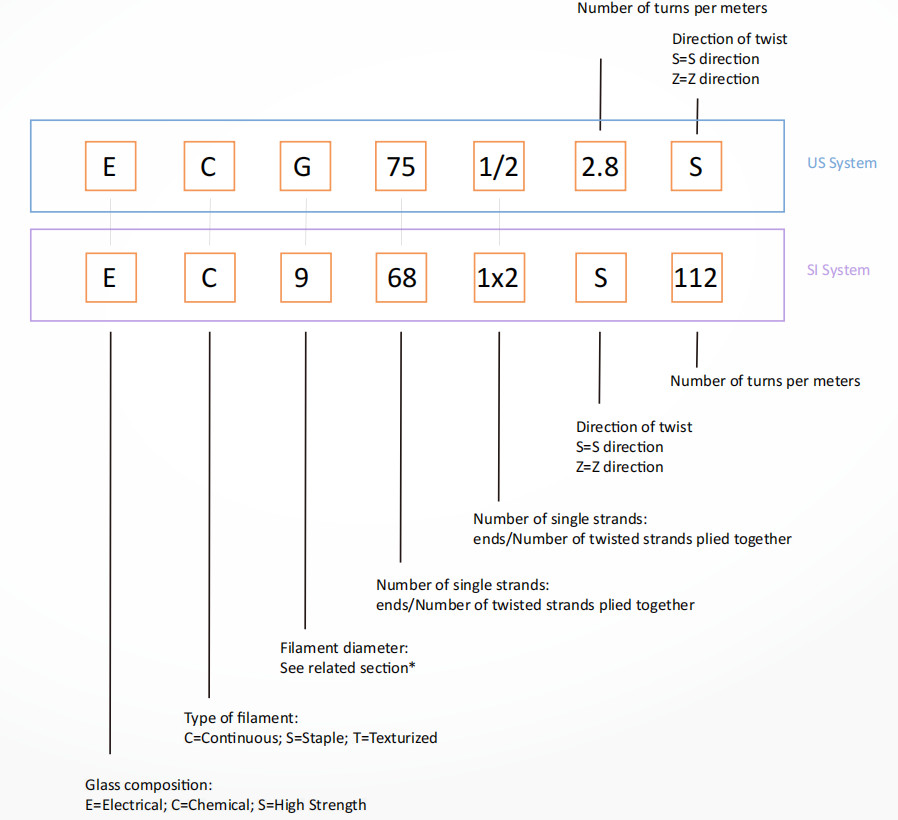
الیاف شیشه معمولاً یا با سیستم مرسوم ایالات متحده (سیستم اینچ پوند) یا با سیستم SI / متریک (سیستم TEX / متریک) شناسایی می شوند. هر دو استانداردهای اندازه گیری شناخته شده بین المللی هستند که ترکیب شیشه، نوع رشته، تعداد رشته و ساختار نخ را مشخص می کنند.
در زیر سیستم شناسایی خاص برای هر دو استاندارد آمده است:
نامگذاری نخ (ادامه)
نمونه هایی از سیستم شناسایی نخ
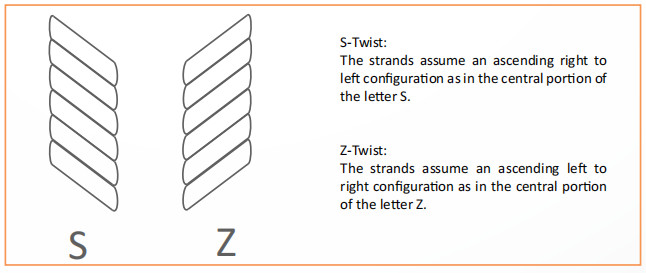
پیچش مستقیم
پیچ و تاب به صورت مکانیکی روی نخ ها اعمال می شود تا از نظر بهبود مقاومت در برابر سایش، پردازش بهتر و استحکام کششی بالاتر مزایایی را به همراه داشته باشد. جهت پیچش معمولاً با حرف S یا Z نشان داده می شود.
جهت S یا Z نخ را می توان با شیب نخ زمانی که در موقعیت عمودی نگه داشته شود تشخیص داد.
نامگذاری نخ (ادامه)
قطر نخ -مقادیر مقایسه بین سیستم US و SI
| واحدهای ایالات متحده (نامه) | واحدهای SI (میکرون) | SI UnitsTEX (g/100m) | تعداد تقریبی رشته ها |
| BC | 4 | 1.7 | 51 |
| BC | 4 | 2.2 | 66 |
| BC | 4 | 3.3 | 102 |
| D | 5 | 2.75 | 51 |
| C | 4.5 | 4.1 | 102 |
| D | 5 | 5.5 | 102 |
| D | 5 | 11 | 204 |
| E | 7 | 22 | 204 |
| BC | 4 | 33 | 1064 |
| DE | 6 | 33 | 408 |
| G | 9 | 33 | 204 |
| E | 7 | 45 | 408 |
| H | 11 | 45 | 204 |
| DE | 6 | 50 | 612 |
| DE | 6 | 66 | 816 |
| G | 9 | 66 | 408 |
| K | 13 | 66 | 204 |
| H | 11 | 90 | 408 |
| DE | 6 | 99 | 1224 |
| DE | 6 | 134 | 1632 |
| G | 9 | 134 | 816 |
| K | 13 | 134 | 408 |
| H | 11 | 198 | 816 |
| G | 9 | 257 | 1632 |
| K | 13 | 275 | 816 |
| H | 11 | 275 | 1224 |
مقادیر مقایسه - Strand Twist
| TPI | TPM | TPI | TPM |
| 0.5 | 20 | 3.0 | 120 |
| 0.7 | 28 | 3.5 | 140 |
| 1.0 | 40 | 3.8 | 152 |
| 1.3 | 52 | 4.0 | 162 |
| 2.0 | 80 | 5.0 | 200 |
| 2.8 | 112 | 7.0 | 280 |
نخ
E-Glass Continuous نخ تابیده شده
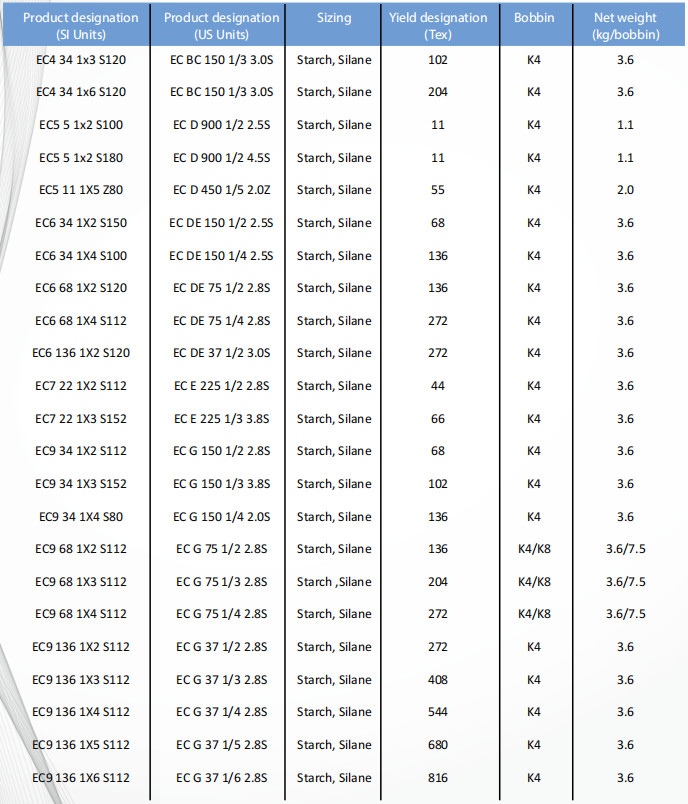
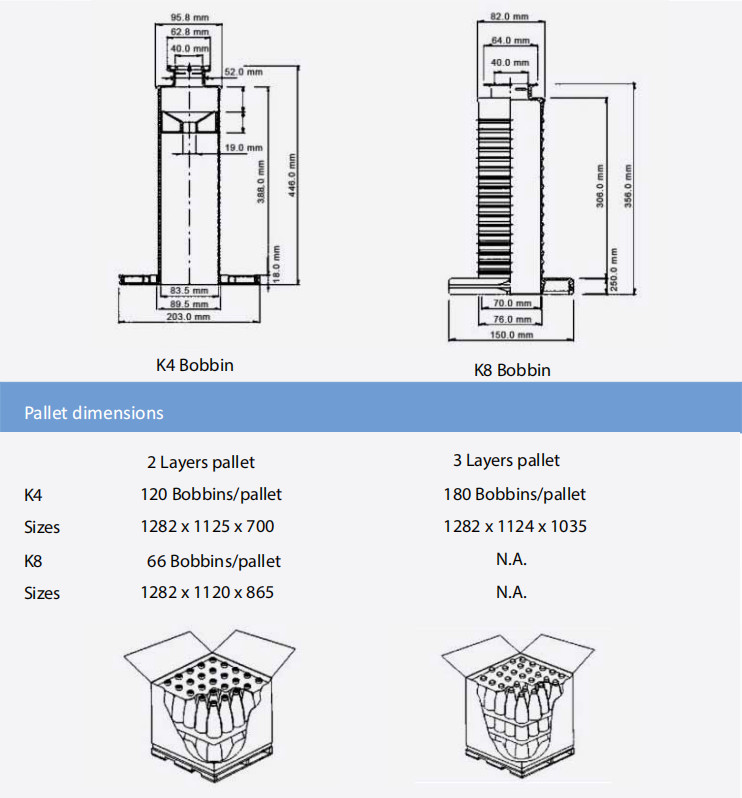
بسته بندی
E-Glass Continuous نخ تابیده شده